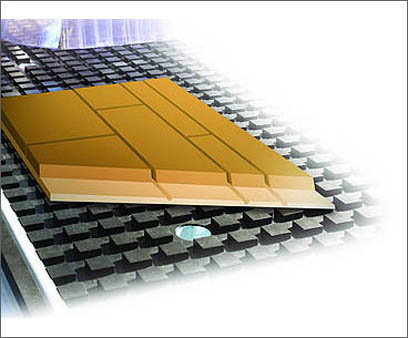
Этот способ не предусматривает раскроя дисковыми пилами с использованием сквозного резания и предварительного раскроя плит на прямоугольные заготовки. Раскрой выполняется, как правило, специальными концевыми цилиндрическими алмазными фрезами диаметром 10 – 25 мм или профильными, например, при обработке деталей мебельных фасадов. После раскроя не требуется доработка заготовок под облицовывание или отделку.
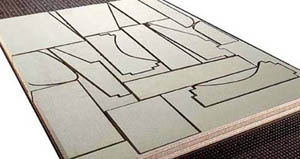
Впервые эта технология была применена на домостроительном производстве в США для вырезки проемов в готовых панелях, а затем она получила распространение как в мебельной, так и в деревообрабатывающей промышленности. Суть способа заключается в использовании обрабатывающего центра для раскроя плит полного формата на детали различной, непрямоугольной формы с последующей обработкой каждой из них на том же обрабатывающем центре до максимальной готовности элементов, из которых собирается изделие.

Достоинства нестинга:
- Экономия времени, затрачиваемого на изготовление, за счет меньшего количества рабочих операций и, как результат, повышение производительности, сокращение количества оборудования и численности персонала, снижение капиталовложений и экономия рабочих площадей;
- Сокращение продолжительности производственного цикла за счет исключения из него промежуточного хранения, транспортировки, погрузки-разгрузки промежуточных деталей;
- Уменьшение межоперационных запасов и, как следствие, сокращение производственных площадей, снижение брака, связанного с подъемно-транспортными операциями;
- Использование полезной площади заготовки (плиты) по максимуму и, как следствие, минимизация отходов;
- Упрощение производственного процесса и сокращение времени, затрачиваемого на разработку новых проектов для производства как серийной, так и заказной мебели за счет компьютерного проектирования;
- Повышение точности изготовления деталей за счет того, что вся обработка мебельной заготовки выполняется с одной установки и на одном оборудовании.
Иными словами, количество изделий, серийность и оптимизация раскроя – это те факторы, которые выгодно отличают нестинг от традиционных технологий.
Основные недостатки нестинга:
- Для исключения операции предварительного раскроя плиты на мелкие заготовки, в машинном парке предприятия должен быть обрабатывающий центр со столом, размеры которого обеспечивают возможность обработки стандартной плиты (как правило, 2800 х 2100 мм ); в случае ручной загрузки плит и разгрузки полученных заготовок возникают проблемы, а механизация или автоматизация этих процессов сложны и весьма затратны;
- При расчете полезного выхода необходимо учитывать зазоры между смежными деталями, так как применение фрез диметром 10 – 25 мм , в отличие от пил при раскрое на круглопильном оборудовании, ведет к увеличению количества мягких отходов и дополнительной нагрузке на систему аспирации;
- После каждой смены профилей и размеров заготовок приходится менять всасывающую платформу или калибровать подкладной лист с целью надежного удержаия заготовки вакуумной системой в процессе обработки;
- После раскроя плиты образуется значительное количество мелких кусковых отходов, подлежащих удалению со стола станка;
- При раскрое плит, облицованных с двух сторон, из-за невозможности применения подрезного устройства приходится использовать дрогие специальные интегральные фрезы и снижать скорость подачи, а следовательно, и производительность в случае появления дефектов (сколов) на кромках заготовок;
- Без переустановки заготовок на некоторых моделях станков невозможно просверлить все необходимые горизонтальные отверстия и выбрать гнезда, а также выполнить обработку с обратной стороны;
Невозможно выполнить пакетную (в несколько листов) обработку – для этого необходимо более производительное оборудование.

В настоящее время ведущими производителями освоен выпуск различного технологического оборудования: от станков с матричным столом – для клиентов с ограниченным бюджетом – до станков, оборудованных маятниковыми столами с автоматизацией загрузки и разгрузки и специальными системами вакуумного крепления различных заготовок и их быстрой замены.
На крупных производствах целесообразно использовать несколько обрабатывающих центров, установленных на одну линию. Загрузка заготовок может осуществляться при помощи автоматического склада для плит или манипуляторов. Обработанные заготовки транспортируются при помощи манипуляторов к следующему станку, например, кромкооблицовочному, для дальнейшей обработки, а неиспользованные остатки материала – обратно на склад. Обрабатывающие центры с ЧПУ, предназначенные для работы по технологии нестинга, позволяют обрабатывать солидные объемы деталей, присеем не для выпуска серийной продукции, а для выполнения индивидуальных заказов. Технология нестинга может использоваться и на небольших предприятиях. Для таких фабрик, как правило, предлагается оборудование на базе обрабатывающих центров с одним (например, растровым) столом или на базе станков с ЧПУ для обработки как листовых, так и брусковых заготовок (в зависимости от габаритов заготовок). Немаловажно, что такие обрабатывающие центры могут использоваться не только для нестинга – обработанные методом нестинга заготовки могут, например, подаваться в другой обрабатывающий центр, для сверления горизонтальных отверстий. Кроме того, на этих обрабатывающих центрах можно изготавливать продукцию без применения нестинга. Благодаря жесткой станине на них можно обрабатывать заготовки из массива древесины, например, детали окон, дверей, лестниц. Учитывая все вышесказанное, технологию нестинга можно использовать на разных видах фрезерных станков ЧПУ с разными рабочими зонами. Все зависит от типа изготавливаемой продукции. Например, если на предприятии планируется выпускать корпусную мебель, для изготовления которой потребуется много криволинейной фрезеровки, лучше приобрести станок с рабочей зоной на полный размер листа. И тогда не нужно будет покупать вспомогательное оборудование. Если планируется производство корпусной мебели в основном с прямолинейными кромками, целесообразно использовать в комплекте со станком для нестинга форматно-раскроечный станок – чтобы уменьшить количество отходов. На некоторых моделях оборудования можно установить дополнительные крепежные средства для заготовок максимальных размеров, а при необходимости можно дооснастить станки различными опциями, например, пятиосевыми обрабатывающими агрегатами ил устройством загрузки-разгрузки заготовок. Такая модульная конструкция позволяет некрупным производствам рационально распорядиться инвестициями, закладывая в бюджет предприятия увеличение финанасовых вложений по мере роста объема производства. Для эффективного использования технологии нестинга необходимо оборудовать станок вакуумным столом – для равномерного крепления плитного материала. А также опцией автоматической смены инструмента – для уменьшения протяженности рабочего цикла. Еще одно важное достоинство технологии нестинга – экономичность. Затраты на обслуживание одного станка, работающего с высокой загрузкой и выполняющего сразу несколько операций, существенно ниже, чем на обслуживание нескольких станков, выполняющих те же операции и тот же объем работы.
Некоторые производственники ошибочно считают, что раскрой заготовок можно очень качественно, быстро и в больших объемах выполнять на раскройных центрах, а станки для нестинга тут не нужны. Конечно, если на предприятии серийное производство и 90% деталей прямоугольной формы, оптимальный вариант – раскройный центр. Но если предприятие выполняет индивидуальные заказы, небольшими партиями, и часть деталей криволинейной формы без нестинга не обойтись. Но прежде чем принять окончательное решение, следует выяснить, есть ли у вас все необходимое для использования этой технологии, а если нет, готовы ли вы довести производство до уровня, который требуется при использовании нестинга. Одним из непременных условий является автоматическая обработка данных для такого станка и наличие компьютерной сети на предприятии. Более того, конфигурация компьютерной сети должна обеспечивать автоматическую передачу данных на ЧПУ станка. При расчете экономической эффективности технологии нестинга необходимо также учитывать затраты на подложку (плита MDF толщиной 6-8 мм , которую нужно периодически фрезеровать и менять по мере износа), выполняющую функцию вакуумной присоски, и специальную фрезу для выравнивания плоскости подложки (выравнивание по оси Z). НЕМНОГО О РЕЖУЩЕМ ИНСТРУМЕНТЕ Основные сведения об инструменте можно почерпнуть из разных источников, например, на сайтах производителей режущего инструмента для станков с ЧПУ. Выделим наиболее важные моменты, которые следует учитывать при выборе.
Оптимальным с точки зрения производительности и соотношения «цена-качество» является алмазный инструмент. Однако можно использовать и твердосплавный инструмент (как напайной, так и со сменными пластинками), но следует помнить, что ресурс этого инструмента значительно меньше, чем алмазного. Алмазным можно обработать 5-10 тыс. м материала, после чего можно его заточить, а твердосплавный прослужит намного меньше – им можно обработать от 500 до 1000 м. У фрез, которые используются при технологии нестинга, должно быть максимальное количество режущих элементов, расположенных по спирали, что обеспечивает максимальные жесткость и производительность инструмента. С таким инструментом можно смело работать а скорости подачи от 15 м/мин. (если позволит установленная мощность главного шпинделя). Какой выбирать режущий инструмент: стандартный или экономкласса, -решать вам. Понятно, что на крупных производствах целесообразно использовать стандартный, как наиболее экономичный, а на мелких производствах – инструмент экономкласса. Но у этого правила, как и у всех, имеются исключения – все зависит от индивидуальных условий и задач конкретного производства. Другой обрабатывающий инструмент, например, для фрезерования пазов и сверления – обычный (левого или правого вращения), такой же, как и для других станков с ЧПУ. Инструмент в станках, работающих по технологии нестинга, крепится:
- В патронах; ниболее распространены патроны HSK 63 F и ISO 30 (SK 30) на цангах зажимных, тип ER ( ER 16, ER 20, ER 25, ER 32 и ER 40 (DIN 6499));
- В термозажимных патронах HSK 63 Аж
- В гидрозажимных патронах SK 30, SK 4 и патронах Weldon.

Как правило, высокоточные патроны и цанги ER 16, ER 20, ER 25 применяются на небольших обрабатывающих станках с диаметром хвостовика до 18 мм ,а ER 32 и ER 40 – на крупных с диаметром хвостовика до 25 мм . Например, цанговый зажимной патрон HSK 63 F и цанги ER 40 с диаметром до 25 мм и термозажимные патроны (TheroGrip) применяются на станках таких фирм, как Homag, Eima, IMA, Dubus, Weeke, Biesse, SCM, Morbidelli, Masterwood. Для патрона ISO 30 применяются цанги ER 32 с диаметром до 20 мм , которые используются в основном, на станках фирм IMA, Biesse, Reichenbacher, Weeke, Bulleri, Busellato, Stegherr. На этих станках можно также использовать гидрозажимные патроны SK 30 и SK 40 и патроны Weldon.
Достоинства цанговых зажимов: универсальность и простая замена цанг для хвостовиков разного диаметра; средние требования к допускам на размеры и шероховатость поверхности хвостовика; большая жесткость и высокая устойчивость при вращении; невысокая стоимость. Минус – необходимость периодической замены (обычно не реже одного раза в полгода).
Достоинства термозажимных патронов: минимальное биение инструмента в шпинделе и, как следствие, возможность работать на высоких скоростях подачи; возможность заточки режущего инструмента в одном и том же патроне без переустановки; повышение производительности оборудования. Недостатки: довольно высокая стоимость; необходимость использования специального оборудования для замены инструмента в патроне.
Гидрозажимные патроны SK 30 и SK 4, а также патроны Weldon мало распространены на российских предприятиях, пожтому на них остаавливаться не будем.
Следует также обратить внимание рабочих и ИТР предприятий, использующих инструмент для нестинга, что для достижения максимальной производительности этого оборудования и повышения стойкости фрез целесообразно использовать концевые фрезы максимального диаметра и правильно устанавливать фрезы в патрон. К сожалению, часто приходится встречаться с тем, что при заказе инструмента и установке концевой фрезы в патрон производственники совсем не обращают внимания на соотношение длины режущей части инструмента и толщины обрабатываемой заготовки, забывая о золотом правиле: длина режущей части должна быть больше толщины заготовки на 3 – 5 мм . Меньше не целесообразно, так как фреза должна обеспечить правильный выброс стружки. Кроме того, при установке инструмента в патрон следует максимально уменьшить выступающую часть фрезы (максимально задвинув фрезу в патрон). От выполнения этого условия зависят и величина биения шпинделя, и срок его службы, и скорость подачи, и производительность оборудования, и стойкость инструмента, и, как следствие, размер финансовых затрат на его приобретение и сервис. Следует добавить, что на фрезах диаметром более 16 мм производители часто наносят на хвостовик фрезы знак в виде стилизованной буквы К, который обозначает оптимальную границу установки фрезы в патрон. |